FUZINE SLIM エンドミル
超硬4枚刃 防振エンドミル スリムシャンクタイプ
型番SFZ4223
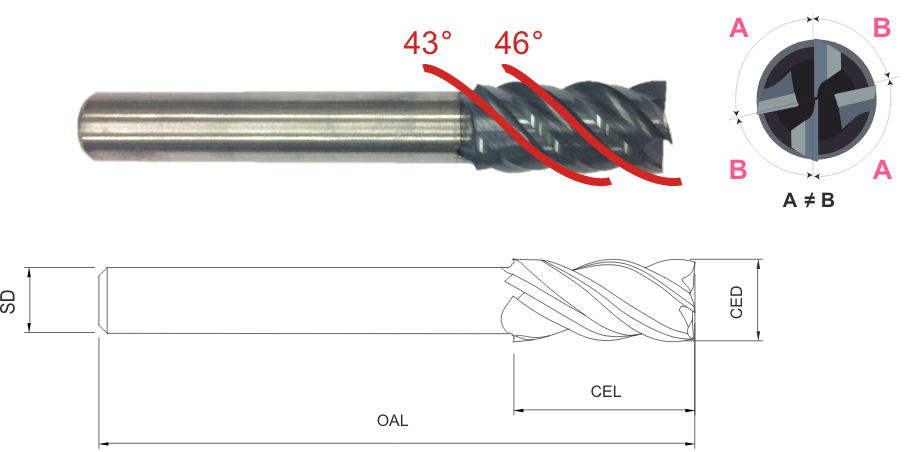
不等分割と不等リード。
不等分割(43°/46°)により、びびり抑制と切削抵抗を低減します。
変則芯厚 ( テーパー形状 ) のため大幅な高剛性を実現。
刃径公差0 ~ -0.02mm
| 型番 | CED/刃径 | CEL/刃長 | Shank Dia/シャンク径 | OAL/全長 |
| SFZ4223-100 | φ10.0 | 22mm | 8mm | 72mm |
| SFZ4223-120 | φ12.0 | 26mm | 10mm | 75mm |
側面加工
| 加工材質 | 炭素鋼 | 合金鋼 | プリハードン鋼・焼入れ鋼 | ステンレス | |||||
| 硬度 | 〜HRC30 | HRC30〜HRC38 | HRC35〜HRC45 | SUS304/SUS316 | |||||
| 刃径 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | |
| φ6.0 | 4800 | 192 | 4200 | 170 | 3700 | 150 | 3200 | 130 | |
| φ8.0 | 3600 | 290 | 3200 | 260 | 2800 | 220 | 2400 | 190 | |
| φ10.0 | 2900 | 290 | 2500 | 250 | 2200 | 220 | 1900 | 190 | |
| φ12.0 | 2400 | 300 | 2100 | 250 | 1900 | 230 | 1600 | 190 | |
| 軸方向切込み深さ | ap ≤ 1.5D | ap ≤ 1.5D | ap ≤ 1.5D | ap ≤ 1.5D | |||||
| 半径方向切込み深さ | ae ≤ 0.2D | ae ≤ 0.2D | ae ≤ 0.2D | ae ≤ 0.2D | |||||
切削条件はあくまで目安であり作業環境によって変動します。
刃径公差は-0.02mmです。