TPB
破損タップ除去用ドリル
破損タップ除去用ドリル TAPBON(タップボン)
CATALOG PAGE NUMBER 68
タップ加工の救急箱!!
主軸回転数は1500 ~ 3000rpm を目安にしてください。
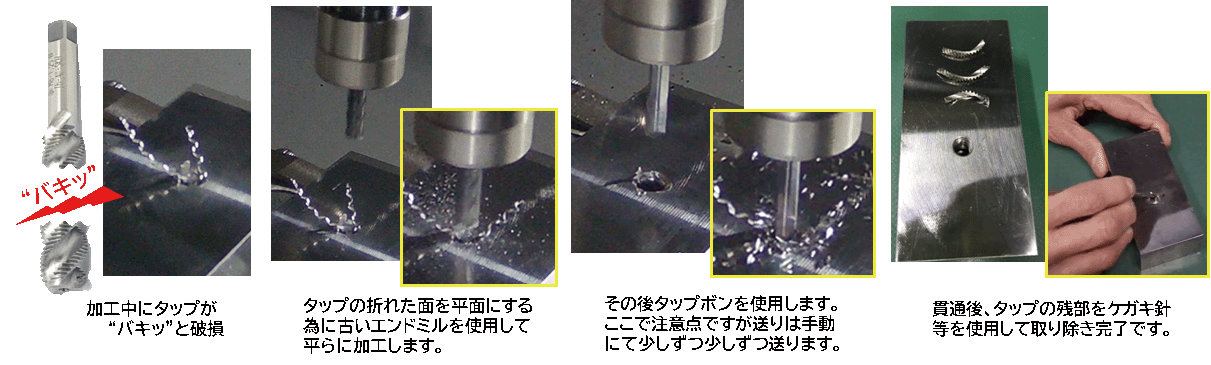
機械はNC/MC 機/ フライス盤等でご使用ください。ボール盤、電気ドリル等での使用は不可です。
加工は手動送り(ステップ送り)にて行い、加工途中に切屑を取り除きながら慎重に作業を行ってください。
SIZE:φ2 ~φ6( M3 ~ M12)

スペック
表示したいサイズをお選びください。
該当するスペックのみを表示します。
スクロールできます
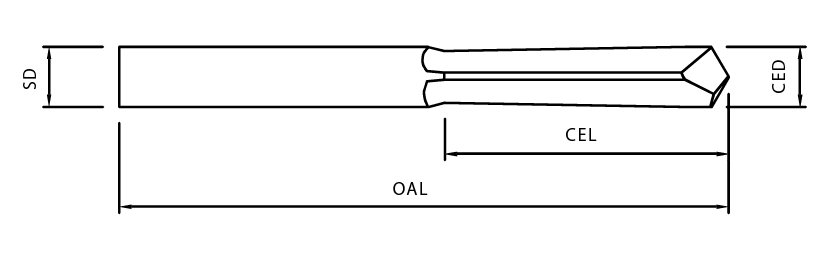
| 型番 | CED/ 刃径 | CEL/ 刃長 | SD/ シャンク径 | OAL/ 全長 | 破損タップのサイズ | 販売価格/ ¥ |
|---|---|---|---|---|---|---|
| TPB-2 | 2 | 10 | 2 | 30.8 | M3 | 2,530 |
| TPB-3 | 3 | 14 | 3 | 40 | M4,M5 | 3,420 |
| TPB-4 | 4 | 18 | 4 | 45 | M6 | 4,250 |
| TPB-5 | 5 | 20 | 5 | 50 | M8, M10 | 5,060 |
| TPB-6 | 6 | 28 | 6 | 60 | M10, M12 | 5,960 |
| TPB-S | 2・3・4・5・6 の5本セット | M3~ M12 | オープン価格 | |||
切削条件参考表
スクロールできます
| 加工材質 | 破損タップ | |
|---|---|---|
| 外径 | 回転数 | 送り速度 |
| φ 2.0 | 1,500 ~ 3,000 | 手動送り |
| φ 3.0 | 1,500 ~ 3,000 | 手動送り |
| φ 4.0 | 1,500 ~ 3,000 | 手動送り |
| φ 5.0 | 1,500 ~ 3,000 | 手動送り |
| φ 6.0 | 1,500 ~ 3,000 | 手動送り |
切削条件はあくまで目安であり作業環境の状況によって変動します。