SCLPR ボーリングバー
超硬ボーリングバー CP Type
型番SCLPR
ザ・コストパフォーマンス
小径深穴加工、突き出しの長い加工等にお奨めです
高剛性がビビリを防ぎます
オイルホール付(E)、左勝手(L) タイプもラインアップ

ISOインサート対応
※ご注文の際はオイルホール無or オイルホール付とご明記ください
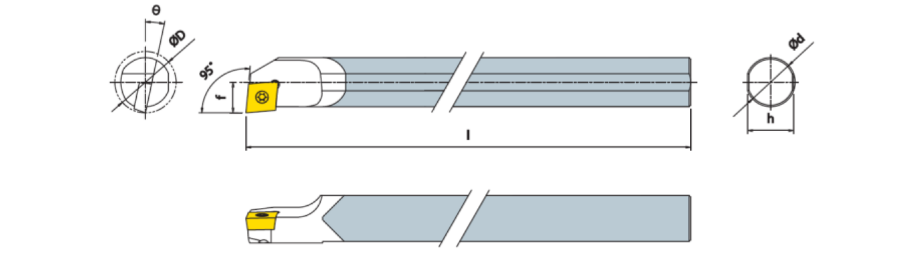
| 型番 | φD | φd | h | l | f | INSERT | SCREW | WRENCH |
| C/E10K-SCLPR/L08 | φ12.0 | 10.0 | 9 | 125 | 6 | CP□T0802 | KS-3007 | T-8 |
| C/E12K-SCLPR/L08 | φ15.0 | 12.0 | 11 | 150 | 7 | CP□T0802 | KS-3007 | T-8 |
| C/E12M-SCLPR/L09 | φ15.0 | 12.0 | 11 | 150 | 8 | CP□T0903 | KS-3508 | T-15 |
| C/E16R-SCLPR/L09 | φ20.0 | 16.0 | 15 | 200 | 10 | CP□T0903 | KS-3508 | T-15 |
| C/E20R-SCLPR/L09 | φ25.0 | 20.0 | 18 | 200 | 13 | CP□T0903 | KS-3508 | T-15 |
一般外径旋削加工切削推奨条件
| 被削材 | 硬度(HB) | 材質型番 | |||
| PMK(M) | STL(P) | SUS(M) | CER(サーメット) | ||
| 送り量(mm/rev) | |||||
| 0.1〜0.6 | 0.1〜0.8 | 0.1〜0.6 | 0.05〜0.2 | ||
| 切削速度V(m/mim) | |||||
| 炭素鋼 C=0.15% | 125 | 380〜180 | 480〜190 | 380〜180 | 550〜350 |
| 炭素鋼 C=0.35% | 150 | 300〜170 | 460〜180 | 300〜170 | 500〜300 |
| 炭素鋼 C=0.65% | 220 | 260〜150 | 400〜150 | 260〜150 | 460〜260 |
| 合金鋼 焼戻し | 180 | 200〜120 | 400〜150 | 200〜120 | 410〜240 |
| 合金鋼 焼入れ | 300 | 125〜80 | 240〜70 | 125〜80 | 250〜170 |
| 高合金鋼 焼戻し | 200 | 175〜100 | 310〜120 | 175〜100 | 350〜200 |
| 高合金鋼 焼入れ | 325 | 85〜60 | 150〜50 | 85〜60 | 170〜110 |
| 鋳鉄 非合金 | 180 | 135〜95 | 250〜100 | 135〜95 | 260〜170 |
| 鋳鉄 低合金 | 200 | 120〜100 | 220〜60 | 120〜100 | 260〜170 |
| 鋳鉄 高合金 | 225 | 95〜55 | 190〜50 | 95〜55 | 260〜100 |
| 被削材 | 硬度(HB) | 材質型番 | |||
| PMK(M) | STL(P) | SUS(M) | CER(サーメット) | ||
| 送り量(mm/rev) | |||||
| 0.1〜0.4 | 0.2〜0.6 | 0.2〜0.6 | 0.1〜0.3 | ||
| 切削速度V(m/mim) | |||||
| ステンレス フェライト | 180 | 300〜190 | 250〜140 | 250〜140 | 330〜220 |
| ステンレス オーステナイト | 260 | 250〜160 | 200〜110 | 200〜110 | 250〜150 |
| ステンレス マルテンサイト | 330 | 170〜160 | 210〜130 | 210〜130 | 270〜170 |
切削条件はあくまで目安であり作業環境によって変動します。