HARD DRILLS FOR REMOVING TAP その他工具
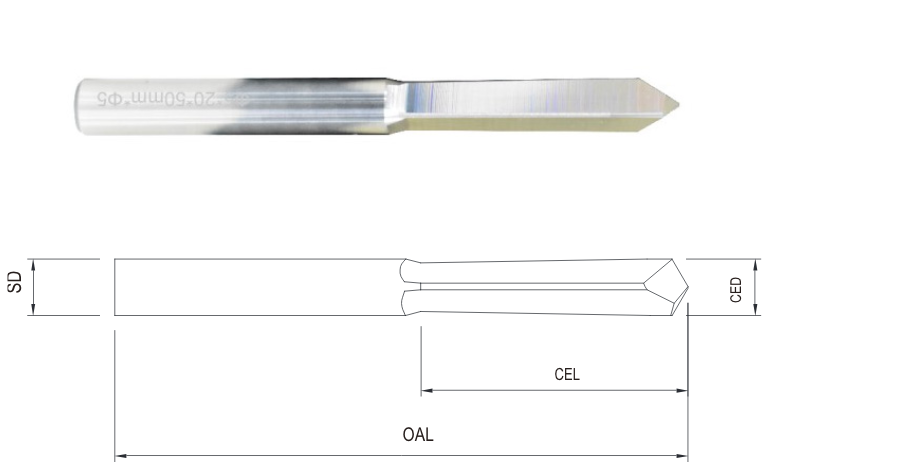
破損タップ除去用ドリル
型番TAPBON
3主軸回転数は1,500 ~ 3,000rpm を目安にして下さい。
機械はNC・MC 機、フライス盤等でご使用下さい。
加工は手送り( ステップ送り) にて行い、加工途中に切屑を取り除きながら慎重に作業を行って下さい。
1.バイスなどでワークを作業台にしっかりと取り付け、折れたタップの中心にドリルをセットします。
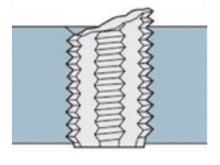
図のような場合、折れたタップの上面をグラインダ-で平らにすると作業がしやすくなります。
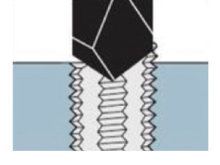
2.タップ破損面の中心にガイドを作ります。その際タップの除去に使用するものよりも大きいサイズのドリルを使用します。
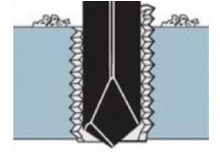
3.適切なサイズのタップボンを選びます。推奨主軸回転数は1500 ~ 3000rpm です。加工は手送りで行い時々作業を止めて、穴から切屑を取り除いて下さい。

4.タップの穴あけが終わりましたら周囲のタップの残部は、けがき針などで簡単に除去する事ができます。
| 型番 | CED/刃径 | CEL/刃長 | Shank Dia/シャンク径 | OAL/全長 | 破損タップのサイズ |
| TPB-2 | φ2.0 | 10mm | 2mm | 30.8mm | M3 |
| TPB-3 | φ3.0 | 14mm | 3mm | 40mm | M4,M5 |
| TPB-4 | φ4.0 | 18mm | 4mm | 45mm | M6 |
| TPB-5 | φ5.0 | 20mm | 5mm | 50mm | M8,M10 |
| TPB-6 | φ6.0 | 28mm | 6mm | 60mm | M10,M12 |
ドリル加工
| 加工材質 | 破損タップ | ||
| 外径 | 回転数 | 送り速度 | |
| φ2.0 | 1500〜3000 | 手動送り | |
| φ3.0 | 1500〜3000 | 手動送り | |
| φ4.0 | 1500〜3000 | 手動送り | |
| φ5.0 | 1500〜3000 | 手動送り | |
| φ6.0 | 1500〜3000 | 手動送り | |
切削条件はあくまで目安であり作業環境によって変動します。