MG MHRD
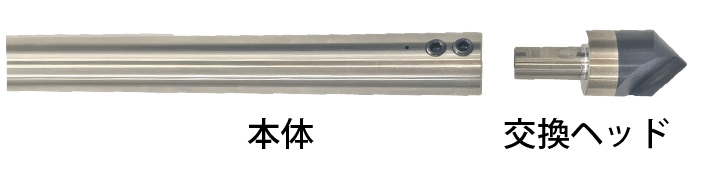
コバルトハイス 刃先交換式 リーディングドリル
モミ神様

CATALOG PAGE NUMBER 83
1. コバルトハイス採用!!
2. TiAlN-NaNo コーティング!!
3. 大幅に刃持ちUP !!
コバルトハイス採用+ TiAlN-NaNo コーティングにより
大幅に刃持ちUP。
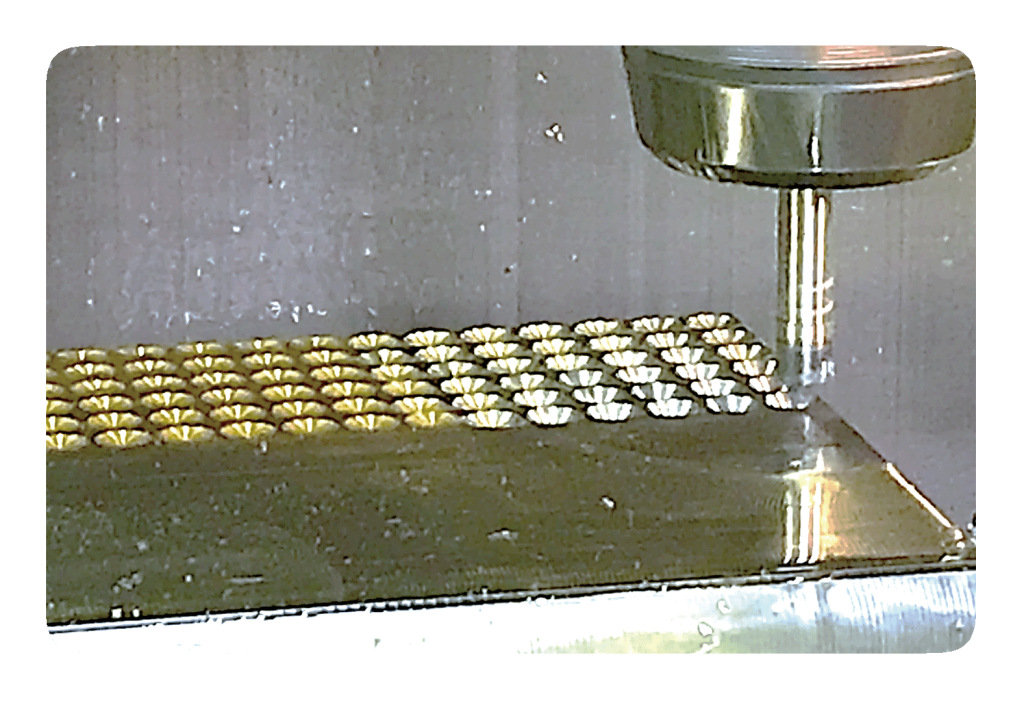
1 本のツールでモミツケ加工と穴の面取り加工が可能。
シャープエッジで切れ味良好。
刃先交換タイプのため再研磨の必要がなく常に安定した
正確な加工が可能。
SIZE:φ13, φ 16, φ25








スクロールできます
| 加工材質 | 炭素鋼 | 合金鋼 | ブリハードン鋼 焼入れ鋼 | ステンレス鋼 |
|---|---|---|---|---|
| 硬度(HRC) | 〜30 | 30〜38 | 35〜45 | SUS304/316 |
| 対応 | ○ | ○ | ○ | ○ |
スペック
表示したいサイズをお選びください。
該当するスペックのみを表示します。
交換ヘッド
スクロールできます
| 型番 | 刃径/CED | チゼル幅 | 面取角度 | 材質 | コーティング | 刃数 | 対応本体 | 単価/ ¥ | 販売価格/ ¥ |
|---|---|---|---|---|---|---|---|---|---|
| D1 | 1ロット(3 個) | ||||||||
| MHRD90-130 | 13 | 0.9 | 90° | HSS-Co | TiAlN | 2 | MG130-12 | 3,050 | 9,150 |
| MHRD60-130 | 13 | 0.9 | 60° | HSS-Co | TiAlN | 2 | MG130-12 | 3,660 | 10,980 |
| MHRD120-130 | 13 | 0.9 | 120° | HSS-Co | TiAlN | 2 | MG130-12 | 3,660 | 10,980 |
| MHRD145-130 | 13 | 0.9 | 145° | HSS-Co | TiAlN | 2 | MG130-12 | 3,660 10,980 | |
| MHRD90-160 | 16 | 1.08 | 90° | HSS-Co | TiAlN | 2 | MG160-16 | 4,270 | 12,810 |
| MHRD90-250 | 25 | 1.08 | 90° | HSS-Co | TiAlN | 2 | MG160-16 | 8,400 | 25,200 |
※ 1 ロット3 個 からの販売になります。。
本体のみ
スクロールできます
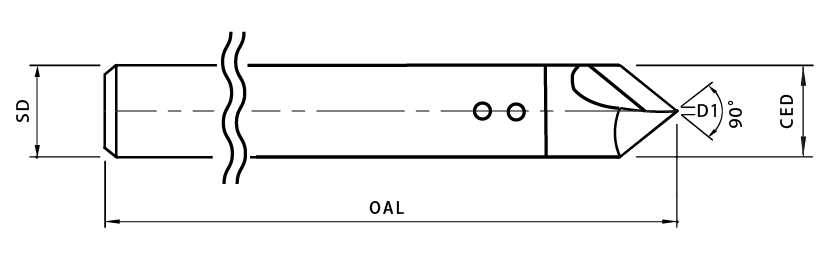
| 型番 | 刃径 | チゼル幅 | 全長 | シャンク径 | 対応交換ヘッド | クランプボルト | レンチ | 販売価格/ ¥ |
|---|---|---|---|---|---|---|---|---|
| CED | D1 | OAL | SD | 本体のみ | ||||
| MG130-12 | 13 | 0.9 | 150 | 12 | MHRD90/60/120/145-130 | MG-4 | R-2 | 8,640 |
| MG160-16 | 16 | 1.08 | 180 | 16 | MHRD90-160/250 | MG-5 | R-2.5 | 9,840 |
※ 交換ヘッド は標準装備しておりませんので別途ご用命ください。
お得な本体と交換ヘッド90° のセット
スクロールできます
| 型番 | セット内容 | クランプボルト | レンチ | 販売価格 |
|---|---|---|---|---|
| MG130-12-SP | MG130-12とMHRD90-130 の各1 本セット | MG-4 | R-2 | オープン価格 |
| MG160-16-SP | MG160-16とMHRD90-160 の各1 本セット | MG-5 | R-2.5 | オープン価格 |
| MG250-16-SP | MG160-16とMHRD90-250 の各1 本セット | MG-5 | R-2.5 | オープン価格 |
部品
スクロールできます
| クランプボルト | 型番 | 単価 | 1 ロット(5個) |
|---|---|---|---|
| クランプボルト | 型番 | 単価 | 販売価格 |
| MG130-12 | 用MG-4 | 360 | 1,800 |
| MG160-16 | 用MG-5 | 360 | 1,800 |
※ 1 ロット 5 個 からの販売になります。
切削条件参考表 センタリング
スクロールできます
| 被削材 | 炭素鋼 | 合金鋼 | 非鉄金属 | |||
|---|---|---|---|---|---|---|
| 外径切削速度 | m/min | 送り速度 | mm/rev | 切削速度 | m/min | 送り速度 |
| 13 | 20 ~ 45 | 0.05 ~ 0.12 | 10 ~ 25 | 0.05 ~ 0.12 | 60 ~ 100 | 0.05 ~ 0.2 |
| 16 | 20 ~ 45 | 0.05 ~ 0.15 | 10 ~ 25 | 0.05 ~ 0.15 | 60 ~ 100 | 0.05 ~ 0.25 |
切削条件はあくまで目安であり作業環境の状況によって変動します。
面取り角度 60° タイプはセンタリング加工は推奨いたしません。
切削条件参考表 面取り
スクロールできます
| 被削材 | 炭素鋼 | 合金鋼 | 非鉄金属 | |||
|---|---|---|---|---|---|---|
| 外径切削速度 | m/min | 送り速度 | mm/rev | 切削速度 | m/min | 送り速度 |
| 13 | 20 ~ 45 | 0.05 ~ 0.18 | 10 ~ 25 | 0.05 ~ 0.18 | 60 ~ 100 | 0.05 ~ 0.25 |
| 16 | 20 ~ 45 | 0.05 ~ 0.25 | 10 ~ 25 | 0.05 ~ 0.25 | 60 ~ 100 | 0.05 ~ 0.4 |
切削条件はあくまで目安であり作業環境の状況によって変動します。
面取りツール参考選定表
スクロールできます
| 加工内容 | 推奨商品型番(超硬) | 推奨商品型番(ハイス) |
|---|---|---|
| センタリング | PRD90 / RD90 | HPRD90 / HRD90 / MG(MHRD) |
| 穴の面取り | PRD90 / RD90 / CMS / PMS390 / CM690 / NJR39 / VMC90 | HPRD90 / HRD90 / MG(MHRD) |
| エッジの面取り | CMS / PMS390 / CM690 / NJR390 / VMC90 | ー |
| R面取り | RCS | ー |
| V 溝加工 | CMS / VMC90 | ー |
| 刻印 | KKI60 | ー |
| ボール盤 / 電気ドリルでの使用 | ー | KSX90H / KS90H |







