LFZ4503
5D 刃長 超硬4 枚刃 防振エンドミル
FUZINE LONG(フウジンロング)5D ロング刃長

CATALOG PAGE NUMBER 20
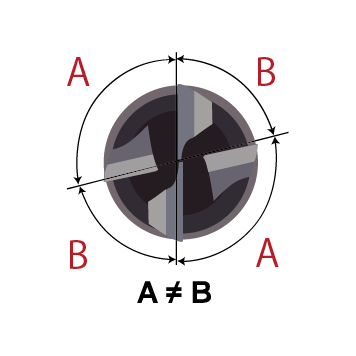
不等分割・不等リード・変則芯厚(テーパー形状)採用により安定した高能率加工を実現!!
刃径公差:0 ~ -0.02
SIZE:φ 2 ~φ 25










スクロールできます
| 加工材質 | 炭素鋼 | 合金鋼 | ブリハードン鋼 焼入れ鋼 | ステンレス鋼 |
|---|---|---|---|---|
| 硬度(HRC) | 〜30 | 30〜38 | 35〜55 | SUS304/316 |
| 対応 | ◎ | ◎ | ◎ | ○ |
スペック
表示したいサイズをお選びください。
該当するスペックのみを表示します。
スクロールできます
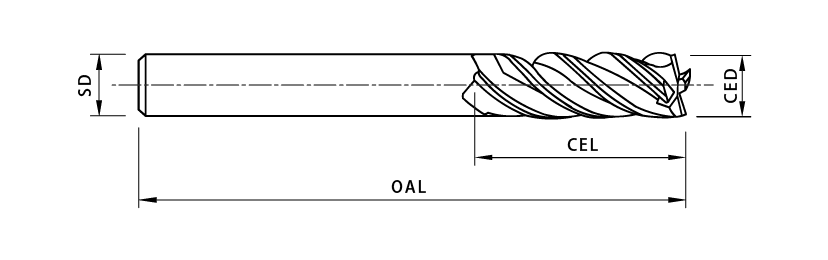
| 型番 | CED/ 刃径 | CEL/ 刃長 | SD/ シャンク径 | OAL/ 全長 | 販売価格/ ¥ |
|---|---|---|---|---|---|
| LFZ4503-020 | 2 | 10 | 4 | 50 | 3,230 |
| LFZ4503-030 | 3 | 15 | 6 | 55 | 3,230 |
| LFZ4503-040 | 4 | 20 | 6 | 60 | 3,520 |
| LFZ4503-050 | 5 | 25 | 6 | 65 | 3,840 |
| LFZ4503-060 | 6 | 30 | 6 | 75 | 4,680 |
| LFZ4503-070 | 7 | 35 | 8 | 90 | 7,740 |
| LFZ4503-080 | 8 | 40 | 8 | 90 | 7,480 |
| LFZ4503-090 | 9 | 45 | 10 | 100 | 10,490 |
| LFZ4503-100 | 10 | 50 | 10 | 100 | 9,820 |
| LFZ4503-110 | 11 | 55 | 12 | 110 | 14,500 |
| LFZ4503-120 | 12 | 60 | 12 | 110 | 13,300 |
| LFZ4503-160 | 16 | 80 | 16 | 160 | 41,800 |
| LFZ4503-200 | 20 | 100 | 20 | 200 | 65,360 |
| LFZ4503-250 | 25 | 125 | 25 | 200 | 99,500 |
切削条件参考表
スクロールできます
| 加工材質 | 炭素鋼 | 合金鋼 | プリハードン鋼・焼入れ鋼 | ステンレス | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 硬度 | ~ HRC30 | HRC30 ~ HRC38 | HHRC35 ~ HRC45 | SUS304/SUS316 | ||||||||||||
| 刃径 | 4D(LFZ4403) | 5D(LFZ4503) | 4D(LFZ4403) | 5D(LFZ4503) | 4D(LFZ4403) | 5D(LFZ4503) | 4D(LFZ4403) | 5D(LFZ4503) | ||||||||
| 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | 回転数 | 送り速度 | |
| φ 2.0 | 13,700 | 290 | 13,700 | 240 | 12,140 | 250 | 12,140 | 210 | 10,570 | 230 | 10,570 | 190 | 9,100 | 190 | 9,100 | 160 |
| φ 3.0 | 9,600 | 230 | 9,600 | 192 | 8,500 | 200 | 8,500 | 170 | 7,400 | 180 | 7,400 | 150 | 6,370 | 160 | 6,370 | 130 |
| φ 4.0 | 7,200 | 170 | 7,200 | 144 | 6,400 | 160 | 6,400 | 130 | 5,600 | 130 | 5,600 | 110 | 4,780 | 120 | 4,780 | 100 |
| φ 5.0 | 5,700 | 190 | 5,700 | 160 | 5,100 | 170 | 5,100 | 140 | 4,500 | 160 | 4,500 | 130 | 3,800 | 130 | 3,800 | 110 |
| φ 6.0 | 4,800 | 230 | 4,800 | 192 | 4,200 | 200 | 4,200 | 170 | 3,700 | 180 | 3,700 | 150 | 3,200 | 160 | 3,200 | 130 |
| φ 7.0 | 4,200 | 290 | 4,200 | 241 | 3,700 | 255 | 3,700 | 215 | 3,250 | 220 | 3,250 | 185 | 2,800 | 195 | 2,800 | 160 |
| φ 8.0 | 3,600 | 350 | 3,600 | 290 | 3,200 | 310 | 3,200 | 260 | 2,800 | 260 | 2,800 | 220 | 2,400 | 230 | 2,400 | 190 |
| φ 9.0 | 3,250 | 350 | 3,250 | 290 | 2,850 | 305 | 2,850 | 255 | 2,500 | 260 | 2,500 | 220 | 2,150 | 230 | 2,150 | 190 |
| φ 10.0 | 2,900 | 350 | 2,900 | 290 | 2,500 | 300 | 2,500 | 250 | 2,200 | 260 | 2,200 | 220 | 1,900 | 230 | 1,900 | 190 |
| φ 11.0 | 2,650 | 355 | 2,650 | 295 | 2,300 | 300 | 2,300 | 250 | 2,050 | 270 | 2,050 | 225 | 1,750 | 230 | 1,750 | 190 |
| φ 12.0 | 2,400 | 360 | 2,400 | 300 | 2,100 | 300 | 2,100 | 250 | 1,900 | 280 | 1,900 | 230 | 1,600 | 230 | 1,600 | 190 |
| φ 16.0 | 1,800 | 300 | 1,800 | 250 | 1,600 | 260 | 1,600 | 220 | 1,400 | 240 | 1,400 | 200 | 1,200 | 200 | 1,200 | 170 |
| φ 20.0 | 1,430 | 280 | 1,430 | 230 | 1,270 | 240 | 1,270 | 200 | 1,100 | 220 | 1,100 | 180 | 960 | 180 | 960 | 150 |
| 縦方向切り込み深さ | ap ≤ CEL x 0.9 | ap ≤ CEL x 0.9 | ap ≤ CEL x 0.9 | ap ≤ CEL x 0.9 | ||||||||||||
| 径方向切り込み深さ | ae ≤ 0.05D | ae ≤ 0.05D | ae ≤ 0.05D | ae ≤ 0.05D | ||||||||||||
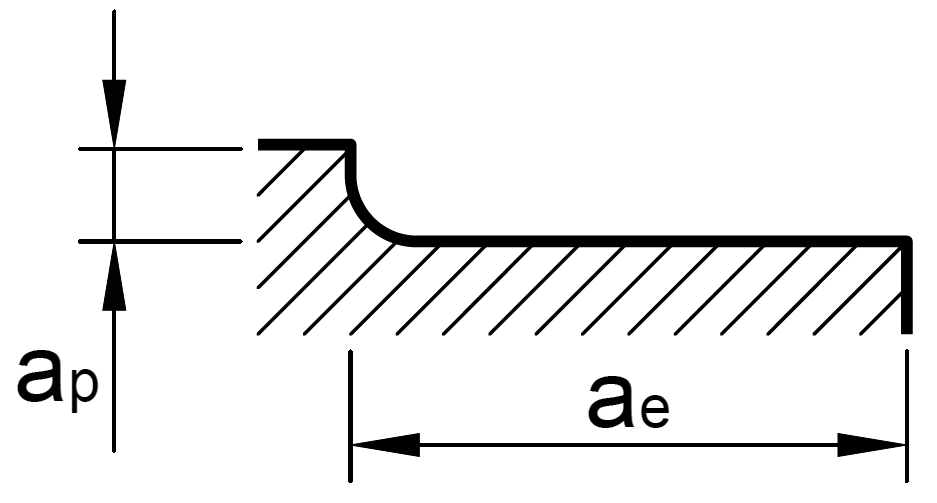
切込み深さ
ap=軸方向(縦方向)
ae=径方向
ドリル加工の場合は送りを1/10 程度落としてください。ステンレス鋼にてドリル加工は推奨いたしません。
切削条件はあくまで目安であり作業環境の状況によって変動します。