OS4303
3D 刃長 超硬4 枚刃 難削材向け 防振エンドミル
SUS-Ga
CATALOG PAGE NUMBER 31
耐溶着性に優れたハイブリッドコート採用により一般鋼はもちろん、特に耐熱合金等の難削材へ効果を発揮!!
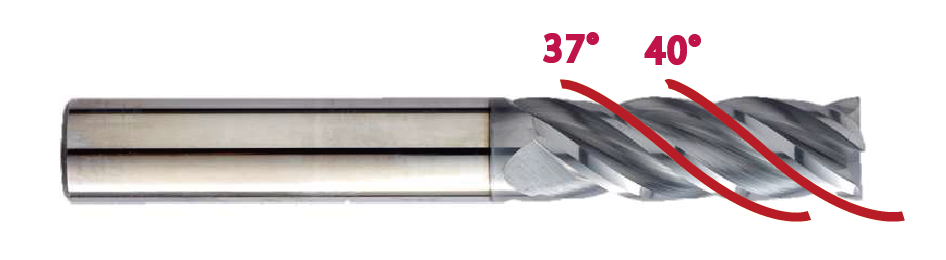
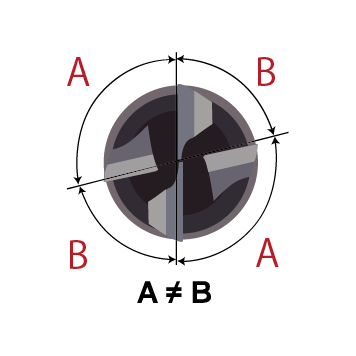
不等分割・不等リードにプラステーパー芯厚により様々な加工を高能率で可能に。
シャープな切れ刃でバリの発生を抑制。
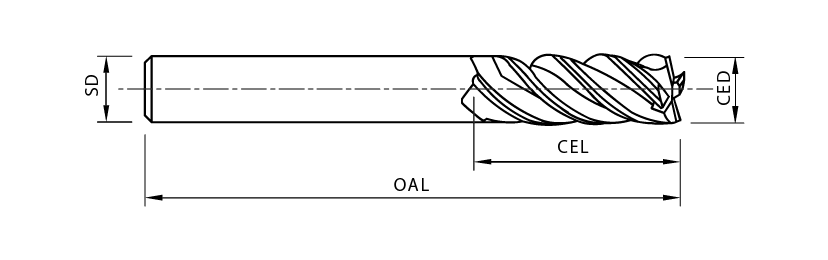
刃径公差:0 ~ -0.02
SIZE:φ 3 ~φ 16









スクロールできます
| 加工材質 | 炭素鋼 | 合金鋼 | ブリハードン鋼 焼入れ鋼 | ステンレス鋼 耐熱合金 |
|---|---|---|---|---|
| 硬度(HRC) | 〜30 | 30〜38 | 35〜55 | SUS304/Ti-6Al-4V |
| 対応 | ◎ | ◎ | ◎ | ☆☆ |
スペック
表示したいサイズをお選びください。
該当するスペックのみを表示します。
スクロールできます
| 型番 | CED/ 刃径 | CEL/ 刃長 | SD/ シャンク径 | OAL/ 全長 | 販売価格/ ¥ |
|---|---|---|---|---|---|
| OS4303-030 | 3 | 9 | 6 | 50 | 4,270 |
| OS4303-040 | 4 | 12 | 6 | 50 | 4,270 |
| OS4303-050 | 5 | 15 | 6 | 50 | 4,270 |
| OS4303-060 | 6 | 18 | 6 | 50 | 4,140 |
| OS4303-080 | 8 | 24 | 8 | 65 | 6,200 |
| OS4303-100 | 10 | 30 | 10 | 75 | 8,400 |
| OS4303-120 | 12 | 36 | 12 | 80 | 11,590 |
| OS4303-160 | 16 | 48 | 16 | 100 | 26,590 |
切削条件参考表 側面加工
スクロールできます
| 被削材 | 炭素鋼 | 合金鋼 | SUS304/316 | チタン合金 | ||||
|---|---|---|---|---|---|---|---|---|
| 刃径 | R.P.M | FEED | R.P.M | FEED | R.P.M | FEED | R.P.M | FEED |
| φ 3.0 | 12,000 | 960 | 9,600 | 960 | 8,500 | 510 | 6,400 | 380 |
| φ 4.0 | 9,800 | 1,050 | 7,800 | 780 | 6,500 | 650 | 5,200 | 520 |
| φ 5.0 | 7,500 | 1,130 | 6,000 | 840 | 5,000 | 700 | 4,000 | 560 |
| φ 6.0 | 6,750 | 1,200 | 5,400 | 900 | 4,500 | 750 | 3,600 | 600 |
| φ 8.0 | 5,200 | 1,130 | 4,200 | 840 | 3,500 | 700 | 2,800 | 560 |
| φ 10.0 | 4,500 | 970 | 3,600 | 720 | 3,000 | 600 | 2,400 | 480 |
| φ 12.0 | 3,500 | 740 | 2,800 | 550 | 2,300 | 460 | 1,850 | 370 |
| φ 16.0 | 2,250 | 620 | 1,800 | 460 | 1,500 | 390 | 1,200 | 310 |
| 切込み深さ | ap ≦ 3D | ap ≦ 3D | ap ≦ 3D | ap ≦ 3D | ||||
| ( φ 6 < D)ae ≦ 0.2D ( φ 6 ≧ D)ae ≦ 0.1D |
( φ 6 < D)ae ≦ 0.2D ( φ 6 ≧ D)ae ≦ 0.1D |
( φ 6 < D)ae ≦ 0.2D ( φ 6 ≧ D)ae ≦ 0.1D |
( φ 6 < D)ae ≦ 0.2D ( φ 6 ≧ D)ae ≦ 0.1D |
|||||
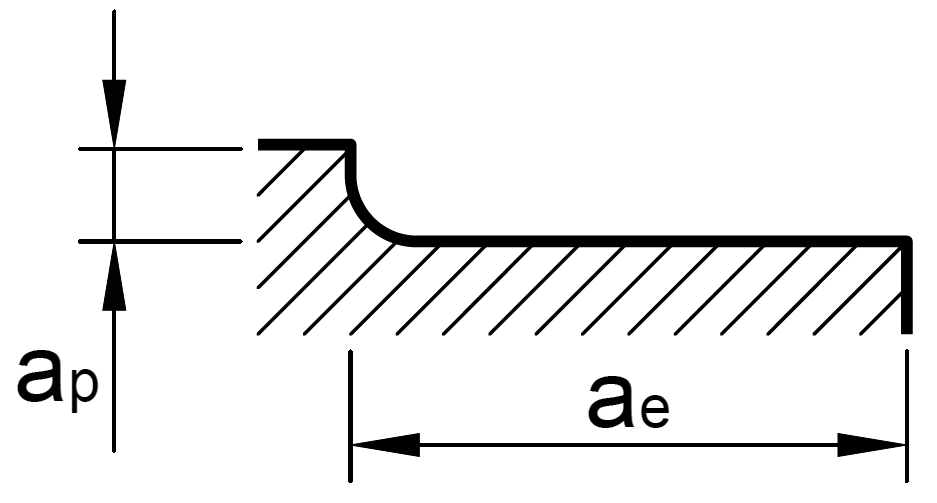
切込み深さ
ap=軸方向(縦方向)
ae=径方向
切削条件はあくまで目安であり作業環境の状況によって変動します。
切削条件参考表 溝加工
スクロールできます
| 被削材 | 炭素鋼 | 合金鋼 | SUS304/316 | チタン合金 | ||||
|---|---|---|---|---|---|---|---|---|
| 刃径 | R.P.M | FEED | R.P.M | FEED | R.P.M | FEED | R.P.M | FEED |
| φ 3.0 | 10,000 | 1,000 | 9,000 | 900 | 7,200 | 390 | 4,300 | 230 |
| φ 4.0 | 8,000 | 800 | 7,200 | 720 | 5,500 | 400 | 3,300 | 240 |
| φ 5.0 | 7,500 | 1,050 | 6,800 | 950 | 5,000 | 460 | 3,000 | 260 |
| φ 6.0 | 6,500 | 780 | 5,900 | 700 | 3,400 | 340 | 2,000 | 200 |
| φ 8.0 | 5,000 | 600 | 4,500 | 550 | 3,200 | 290 | 1,900 | 170 |
| φ 10.0 | 4,500 | 540 | 4,100 | 490 | 3,000 | 270 | 1,800 | 150 |
| φ 12.0 | 3,500 | 420 | 3,100 | 380 | 2,400 | 200 | 1,300 | 120 |
| φ 16.0 | 2,300 | 280 | 2,100 | 250 | 1,600v | 80 | 960 | 90 |
| 切込み深さ | ( φ 6 < D)ap ≦ 1D ( φ 6 ≧ D)ap ≦ 0.5D |
( φ 6 < D)ap ≦ 1D ( φ 6 ≧ D)ap ≦ 0.5D |
( φ 6 < D)ap ≦ 1D ( φ 6 ≧ D)ap ≦ 0.5D |
ap ≦ 0.2D | ||||
切削条件はあくまで目安であり作業環境の状況によって変動します。