SCLPR
超硬ボーリングバー
CP Type

CATALOG PAGE NUMBER 90
ザ・コストパフォーマンス
ラインアップ拡充!!
小径深穴加工、突き出しの長い加工等にお奨めです。
高剛性がビビリを防ぎます。
オイルホール付(E)、左勝手(L) タイプもラインアップ。
≪ ご注文の際はオイルホール無 or オイルホール付とご明記ください ≫
ISO インサート対応
スペック
表示したいサイズをお選びください。
該当するスペックのみを表示します。
スクロールできます
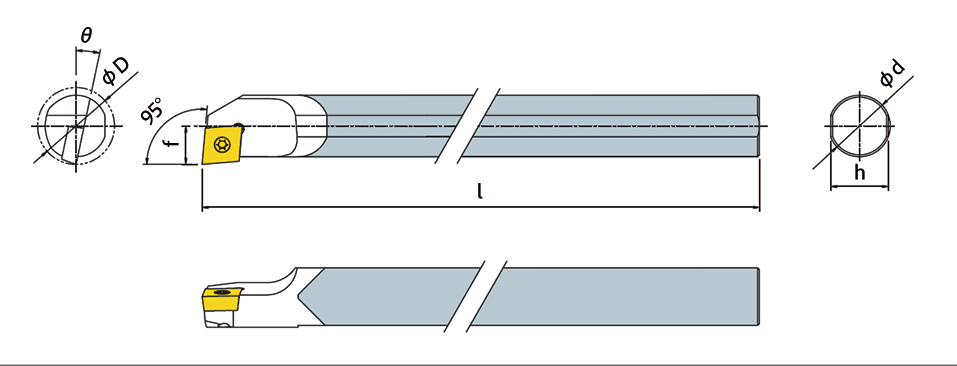
| 型番 | DIMENSIONS, mm | PARTS | 販売価格/ ¥ | 販売価格/ ¥ | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| φ D | φ d | h | l | f | INSERT | SCREW | WRENCH | C(オイルホール無) | E(オイルホール付) | |
| C08K-SCLPR/L06 | 10 | 8 | 7 | 125 | 5 | CP □ T0602 | KS-2506 | T-8 | 19,900 | ― |
| C/E10K-SCLPR/L08 | 12 | 10 | 9 | 125 | 6 | CP □ T0802 | KS-3007 | T-8 | 20,400 | 21,600 |
| C/E12M-SCLPR/L08 | 15 | 12 | 11 | 150 | 7 | CP □ T0802 | KS-3007 | T-8 | 25,800 | 26,800 |
| C/E12M-SCLPR/L09 | 15 | 12 | 11 | 150 | 8 | CP □ T0903 | KS-3508 | T-15 | 24,500 | 26,300 |
| C/E16R-SCLPR/L09 | 20 | 16 | 15 | 200 | 10 | CP □ T0903 | KS-3508 | T-15 | 45,700 | 46,100 |
| C/E20R-SCLPR/L09 | 25 | 20 | 18 | 200 | 13 | CP □ T0903 | KS-3508 | T-15 | 64,800 | 67,500 |
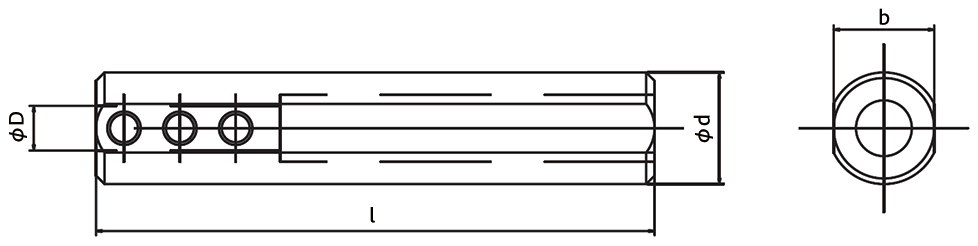
BORING BAR SLEEVE(SLEEVE-STEEL)

スクロールできます
| 型番 | DIMENSIONS, mm | PARTS | 販売価格/ ¥ | ||||
|---|---|---|---|---|---|---|---|
| φ D | φ d | h | l | BOLT | WRENCH | ||
| KD-1604 | 4 | 16 | 14 | 100 | M4 | L-2 | 8,300 |
| KD-1605 | 5 | 8,300 | |||||
| KD-1606 | 6 | 8,300 | |||||
SCREW
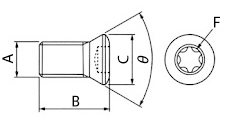
スクリュー
スクロールできます
| 型番 | 寸法(mm) | 角度(°) | 販売価格/ ¥ | |||
|---|---|---|---|---|---|---|
| A | B | C | F | θ | ||
| KS-1630 | M1.6×0.35 | 3.3 | 2.6 | T-6 | 60° | 1,270 |
| KS-2033 | M2.0×0.4 | 3.5 | 2.7 | 1,210 | ||
| KS-2245 | M2.2×0.45 | 5.1 | 3.1 | 1,180 | ||
| KS-2506 | M2.5×0.45 | 5.4 | 3.5 | T-8 | 1,180 | |
| KS-3007 | M3.0×0.5 | 5.3 | 4.2 | 1,180 | ||
| KS-3508 | M3.5×0.6 | 8 | 5.3 | T-15 | 1,240 | |
WRENCH
スクロールできます
| 型番 | 販売価格/ ¥ |
|---|---|
| T-6 | 1,320 |
| T-8 | 1,360 |
| T-15 | 1,360 |




